Marquage laser sur différents plastiques







Procédés de marquage laser sur le plastique
Épaillage chimique
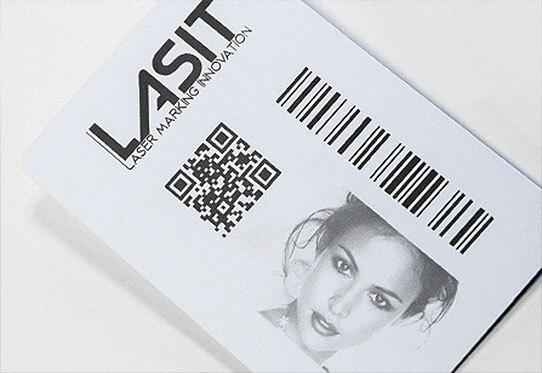
L’épaillage chimique permet de créer de forts contrastes sur des surfaces brillantes. Au cours de ce processus, le laser chauffe la surface du matériau (à un minimum de 100 ° C) provoquant l’émission d’oxygène, d’hydrogène ou des deux. Le résultat est une zone sombre avec une forte concentration de carbone.
Pendant l’épaillage chimique, le laser fonctionne avec une énergie inférieure à la moyenne. Il en résulte un temps de marquage supérieur en comparaison avec les autres processus. L’épaillage chimique peut être appliquée aux polymères ou aux biopolymères tels que les matériaux organiques tels que le bois, le cuir et la peau.
Principalement utilisé pour assombrir, son contraste n’est pas maximal sur des composants déjà sombres.

Virage
Enlèvement
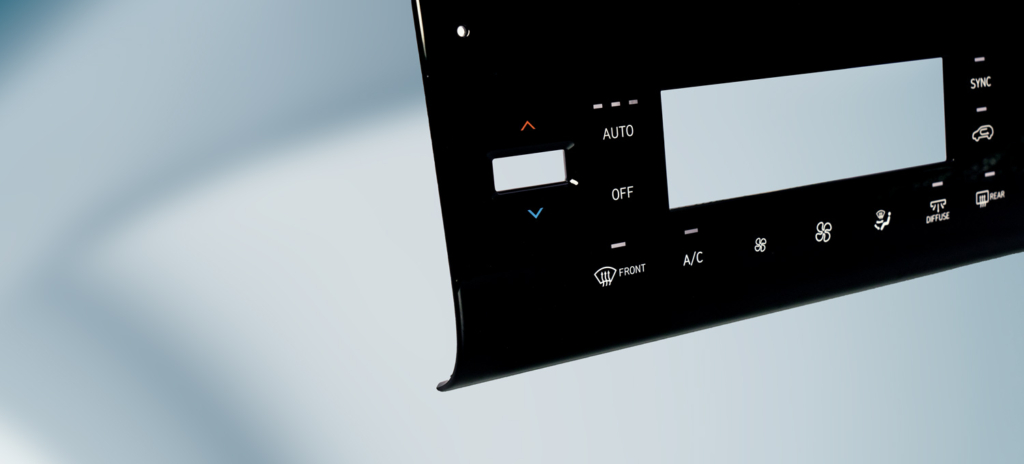
L’enlèvement est utilisé sur les composants en plastique multicouches (stratifiés). Comme son nom l’indique, ce procédé consiste à enlever les couches superficielles du matériau de base. La différence de couleur entre les différentes couches crée des contrastes chromatiques. Ce contraste de couleur est utilisé pour créer les composants rétroéclairés des voitures.
Tous les composants Night & Day des voitures sont fabriqués en enlevant la couche superficielle de plastique.
Expansion
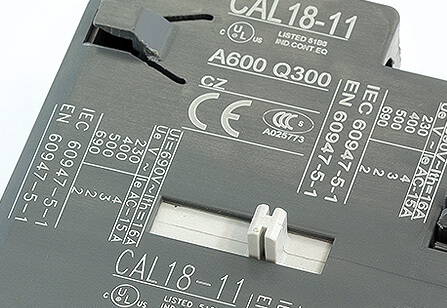
L’expansion est un processus de marquage laser qui fait fondre la surface du plastique. La matière, portée à ébullition, fond. Le refroidissement ultérieur est très rapide. Les bulles gazéifiées et vaporisées se retrouvent dans la couche superficielle du matériau de base et créent un renflement blanchâtre. Cela provoque un effet de marquage tangible, donc en relief. L’effet de ces bulles est plus visible si le matériau de base est sombre. Dans ce cas le laser fonctionne à puissance réduite mais avec des impulsions très longues. Ce procédé peut être appliqué à tous les polymères, dont la composition varie selon la couleur finale : claire ou foncée.
Marqueur laser pour plastique : avantages
RÉSISTANCE
ÉCONOMIES
- Le marquage direct sur plastique n'implique aucun coût pour les consommables, tels que les encres, les produits chimiques, les pâtes ou les sprays
- Le marquage direct évite tous les coûts d'élimination des produits chimiques
- Aucun traitement préventif ou ultérieur nécessaire pour le traitement au laser
- Moins de risque d'usure (et donc de remplacement nécessaire) des composants mécaniques
ÉCOLOGIE
PRÉCISION
Le marquage laser vous permet de créer même les formes géométriques les plus fines et les plus détaillées avec une extrême précision.
VITESSE
- Il est possible de créer des marquages en très peu de temps, même de contenus variables (ex. numéros de série, codes)
- Une large gamme de marquages différents peut être réalisée sans réoutillage ni changement d'outillage sur la machine
POLYVALENCE
- Vous permet de tracer des caractères avec des polices de taille et des motifs géométriques de dimensions minimales tout en conservant une lisibilité claire
- Possibilité de photogravure en peu de temps
INTÉGRATION AVEC LES SYSTÈMES D'USINE

Les lasers qui marquent sur le plastique
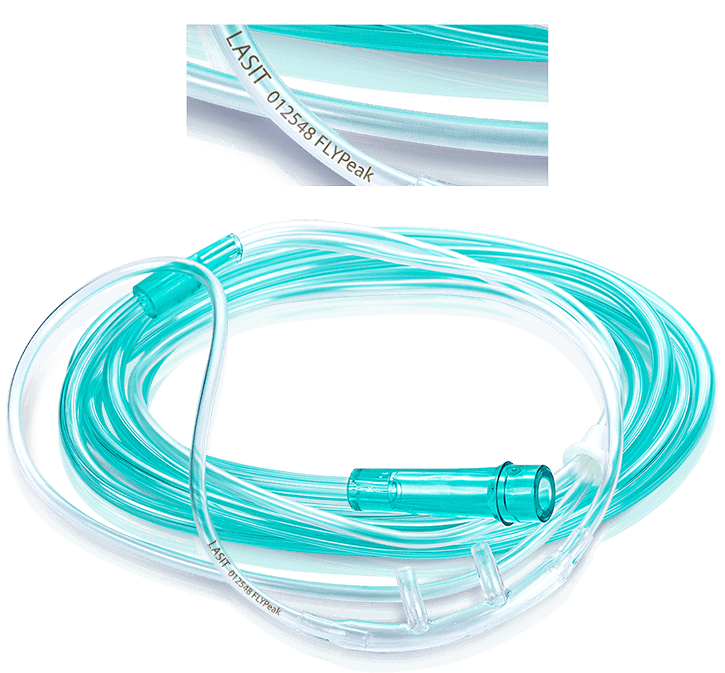
Les lasers les plus courants pour les applications plastiques sont le fameux laser UV, le laser à ondes vertes FlyPeak de LASIT et le laser à lumière verte conventionnel, avec source à fibre optique. Dans la plupart des cas, l’utilisation d’un laser MOPA, ou à impulsion variable est conseillée : grâce au contrôle de la durée de l’impulsion, ce laser garantit des performances maximales pour les applications plus difficiles.
Paramètres de test
Haute vitesse (900-1200mm/sec)
Basse fréquence (10-20kHz)
Faible puissance moyenne (30-60%)





ABS Blanc

PA66 GF 30 Noir

POM C Noir

Découvrez la précision qui fait la différence
Téléchargez la brochure pour découvrir en détail nos solutions de technologie laser industrielle.