Marcatura su plastiche composte
Parlare di plastica significa riferirsi ai derivati da composizioni chimiche molto diverse, che influenzano la resa dei processi che ad esse vengono applicati, compresa la marcatura laser. Tra le materie plastiche è infatti corretto distinguere tra policarbonato, poliammide, poliestere, PE, PET, ABS, e molti altri. Questi influenzano la scelta del laser in termini di lunghezza d’onda richiesta.
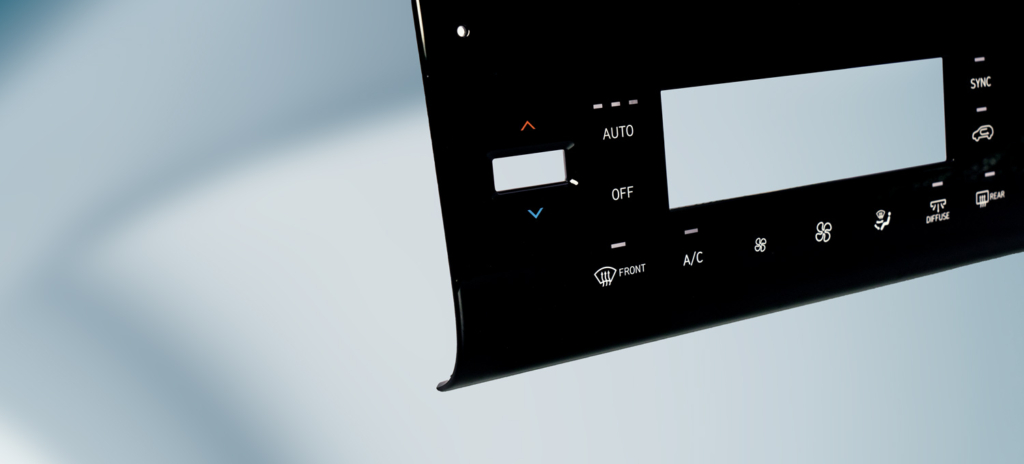
Un caso esemplare è quello del PET, che richiede una specifica lunghezza d’onda corta (9,3 μm) ottenibile con marcatori a laser CO2. Un laser con una lunghezza d’onda differente rischierebbe di surriscaldare la plastica, provocando dei microfori e delle bruciature. Su questa plastica quasi trasparente si ottiene una marcatura laser in cui i caratteri bianchi sembrano galleggiare sulla superficie. Da bottiglie in PET a materiali a pellicola sottile, la marcatura laser con i parametri giusti sarà sempre evidente e nitida.







Processi di marcatura laser sulla plastica
Carbonizzazione

Viraggio
Ablazione Selettiva
Espansione
Marcatori laser per le plastiche: vantaggi
Resistenza
Risparmio
- La marcatura diretta su plastica non implica alcun costo per i materiali di consumo, come inchiostri, sostanze chimiche, paste o spray;
- La marcatura diretta evita tutti i costi di smaltimento delle sostanze chimiche;
- Nessun trattamento preventivo o successivo necessario alla lavorazione laser;
- Minori rischi di usura (e quindi necessaria sostituzione) di componenti meccanici.
Ecologia
Precisione
Velocità
- È possibile realizzare marcature in tempi brevissimi, anche di contenuti variabili (ad es. numeri di serie, codici)
- È possibile eseguire un’ampia gamma di marcature diverse senza riattrezzare o cambiare utensile alla macchina
Versatilità
- È possibile realizzare marcature in tempi brevissimi, anche di contenuti variabili (ad es. numeri di serie, codici)
- È possibile eseguire un’ampia gamma di marcature diverse senza riattrezzare o cambiare utensile alla macchina
Integrazione con i sistemi di fabbrica

I laser che marcano sulla plastica
I laser più diffusi per le applicazioni di plastica sono il famoso laser UV il laser a onda verde FlyPeak di LASITe il Laser a luce verde tradizionale, con sorgente in fibra ottica. Nella maggior parte dei casi è consigliato l’utilizzo di un laser MOPA, ovvero a impulso variabile: grazie al controllo della durata d’impulso infatti, questo laser assicura il massimo delle prestazioni su applicazioni più difficili.
I tecnici laser effettuano dei test per verificare qual è il laser migliore per ottenere il risultato desiderato sui materiali plastici specifici. Partendo dai risultati dei primi test si riesce ad individuare quelli migliori più adeguati alla lavorazione specifica desiderata.
Parametri di test:


Nella maggior parte dei casi insistere troppo sulla marcatura può essere controproducente e diminuire il contrasto finale, per cui è meglio partire con 1 ripetizione andando ad incrementarle gradualmente.



Abbiamo identificato i 3 materiali plastici più comuni nella nostra esperienza, descrivendone le caratteristiche e i parametri migliori per marcarli.
Per i report completi e ulteriori approfondimenti, ti consigliamo di scaricare la Brochure.
ABS Bianco
Se non additivato, si marca con il laser a fibra tradionale. Tuttavia il laser ideale è il FlyUV, che permette di ottenere: contrasto elevato, marcatura impalpabile, durabilità.

PA66 GF 30 Nero

POM C Nero
