
Perché marcare con il laser
Il metallo è materiale che viene più spesso marcato a laser. Tutta la filiera dell’Automotive è composta principalmente da prodotti metallici, e sia nell’oleodinamica e che nel medicale, molti componenti sono metallici.
La richiesta che la marcatura laser soddisfa più spesso è quella della tracciabilità. È richiesta per questo la marcatura di codici identificativi, più spesso QRcode e DataMatrix.
I marcatori laser LASIT con il software proprietario FlyCAD sono in grado di creare codici con estrema versatilità. Il software è semplice da utilizzare e permette la gestione automatica dei dati, collegandosi direttamente al sistema MES-ERP del cliente. All’interno delle marcatrici laser LASIT è possibile anche integrare un sistema di visione per la verifica e il grading dei codici marcati.
All’interno di una sola stazione della catena produttiva, la tracciabilità dei propri prodotti è assicurata da un alto livello di automazione ed esperienza.
I laser di marcatura eseguono lavorazioni ad alto contrasto e velocità su tutti i tipi di metalli, anche se questi hanno subito delle lavorazioni post-produzione o subito interventi invasivi (vedi Sabbiatura per i componenti fusi). La marcatura di cui stiamo parlando è anche definita DPM (ovvero direct part marking) in quanto si realizza direttamente sul componente evitando etichette o targhette.

i laser per la marcatura su metallo
La tecnologia laser più adeguata alla marcatura laser dei metalli è il laser a Fibra. È ideale per la marcatura laser, la microlavorazione e il taglio di tutti i metalli e le leghe. È indicato anche per i metalli verniciati e metalli con trattamenti superficiali come l’alluminio anodizzato. Il laser a Fibra può essere utilizzato sia nella sua versione standard sia nella sua versione MOPA e Picosecondo, i quali permettono di ottenere determinati risultati più specifici su diversi tipi di metallo. Inoltre, rispetto alle altre tecnologie di stampaggio e scrittura, la marcatura laser è quella prevalente nel mondo industriale.

Il laser MOPA può realizzare marcature colorate sull’acciaio e marcature nere su alluminio anodizzato. Grazie alla possibilità di controllarne i parametri con maggiore agilità è un laser più versatile e ideale per chi ricerca marcature estetiche di un certo tipo. La marcatura laser è soggetta a minore corrosione (per l’apporto di calore limitato). I bordi dell’incisione laser presentano minori bruciature.

Il laser Picosecondo è un laser che permette marcature impalpabili e non cangianti sul metallo. Questo lo rende il laser più adatto alle lavorazioni in ambito medicale. Lo spot più piccolo concentra l’energia in un unico punto, con un conseguente aumento della qualità. È inoltre la prima scelta quando parliamo di applicazioni che subiscono trattamenti post marcatura, come cicli di passivazione citrica o nitrica.
Scopri i nostri laser a fibra

i processi di marcatura laser su metallo

Annealing

Marcatura laser superficiale
Con questo processo si possono realizzare marcature laser di pochi centesimi di millimetro di profondità. Dal momento che nel raggio laser converge meno energia rispetto all’incisione laser, e dovendo scavare meno in profondità, l’operazione risulta più veloce. Una volta in contatto col materiale, la marcatura lo scioglie superficialmente modificandone la rugosità.
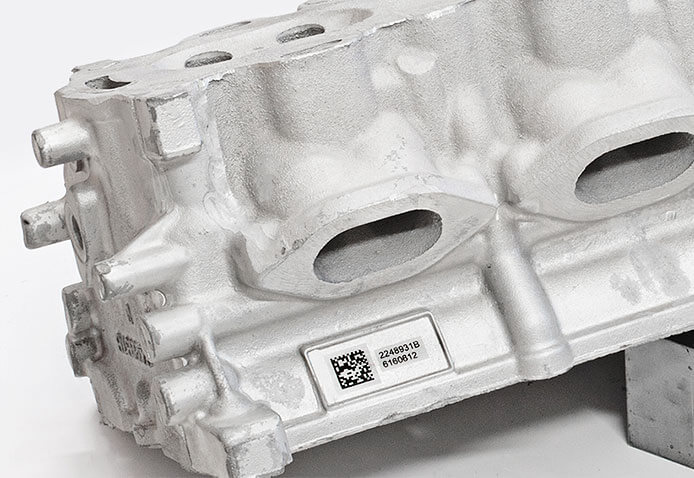
Incisione laser pre-sabbiatura
La sabbiatura e la pallinatura sono processi molto frequenti sui componenti fusi. Uno dei rischi di questi processi riguarda la tracciabilità, ovvero la compromissione (e quindi la leggibilità) del codice DataMatrix. In LASIT abbiamo sviluppato una strategia per evitare che il codice DataMatrix diventi illeggibile dopo i vari processi. Questo è stato possibile grazie a incisioni profonde con parametri specifici e l’utilizzo di laser a fibra fino ai 200W.

Marcatura laser bianca
Al contrario dell’ossidazione, per ottenere una marcatura bianca il laser si focalizza sul materiale e ne asporta una parte. La superficie del metallo diventa così irregolare e si ottiene un effetto riflettente. La luce che riflette sul componente scuro fa sì che la marcatura sia visibile.
Caso applicativo reale: Coltelli da cucina, Flessibili, Snodi, Rubinetti.

Rimozione della vernice

Incisione laser profonda
Su quali metalli si realizza la marcatura laser
- Acciaio inox
- Alluminio
- Alluminio anodizzato
- Metalli temprati
- Acciai legati
- Acciai super rapidi
- Titanio, leghe di titanio
- Carburi
- Ottone
- Rame
- Argento
- Oro
- Metalli rivestiti
Marcatura laser su acciaio inox
La marcatura laser su acciaio e acciaio inox è utilizzata sia come metodo di tracciabilità che per la marcatura estetica di loghi e grafiche.
Il laser garantisce segni indelebili che non perdono qualità col tempo. Sia utilizzando un laser Fibra tradizionale, sia con le sue varianti MOPA e Picosecondo, abbiamo la garanzia di ottenere marcature ad alto contrasto.
La marcatura laser su acciaio è anche uno strumento che viene utilizzato sempre più spesso nel mondo elettrodomestico e della rubinetteria. Questo perché negli ultimi anni ha raggiunto livelli di precisione estetica altissimi e un’alta resistenza ad agenti corrosivi, ai quali questi prodotti sono esposti.
Il laser è in grado di soddisfare le richieste di qualità dell’automotive, quelle di produttività dell’oleodinamica, quelle estetiche dell’home appliance e di sicurezza dell’industria medicale.


Marcatura laser di codici 2D
sui metalli
Nel mondo industriale il laser di marcatura è principalmente utilizzato per la tracciabilità. Di conseguenza le marcatrici laser sono destinate ad una linea produttiva in cui un DMC o un numero seriale sono protagonisti.
Sia per i laser da integrazione sia per le automazioni industriali, LASIT ha maturato grande esperienza nella marcatura e verifica dei codici 2D su tutti i tipi di metallo, in particolare per i componenti Automotive, Oleodinamici (targhette), Elettrodomestici e Rubinetteria, Fusori, Medicali.

Marcare o incidere?
Qual è la differenza
Tutti i metodi di marcatura o di incisione laser hanno in comune una cosa: che il raggio laser è pulsato e rilascia l’energia a specifici intervalli. Ciò che cambia sono la velocità e l’interlinea, che determinano la distanza tra un impulso e un altro.
Nella marcatura, il laser scioglie il materiale attraverso il calore e ne modifica la forma per imprimere un codice o un segno permanente. L’incisione laser invece vaporizza il materiale. Il raggio laser penetra più a fondo nella superficie e rimuove gli strati superiori sublimandoli, ovvero attraverso un passaggio diretto dallo stato solido a quello gassoso. Questa differenza per molti non è scontata, ma per degli esperti di marcatura laser è importante.